

铜铝复合暖气片产品生产工艺、技术参数及品质保证描述
(一)、选材
瑞华特铜铝复合暖气片选用耐腐蚀强的优质纯铜管作为水道,选用优质铝材作为散热主体,热辐射比高,表面光滑,管壁结构细密均匀,耐压性能好,使用的材料符合国家的相关规定。 使用的各种接口符合标准规定,所用的管件螺纹符合GB/T7306.1-2000密封管螺纹圆柱内螺纹的规定。
(二)、生产工艺 工艺流程
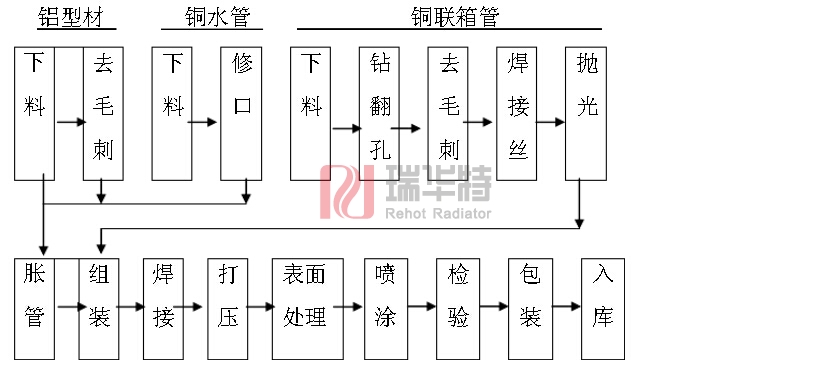
胀管:
我公司选用全自动机械胀管机进行胀管。铜管插入铝散热片,用机械胀头均匀胀大,保证铜管的过盈胀接,且铜管与铝型材接触均匀,保证了铜管与铝材的紧密结合,减小热阻,保证传热。液压胀管虽然成本低,但难以保证铜管的过盈量,胀接后铜管和铝材之间易形成空隙,影响传热,所以我公司不采用。
焊接:
铜铝复合暖气片焊接方式我公司采用钎焊技术进行焊接,我公司选用耐腐蚀、流动性好的钎焊料作为焊料,联箱管通过全自动钻孔反边机钻孔反边,其在焊接过程中增大了熔池容积,使焊料与母体有更大的接触面积,从而保证了焊接质量。
表面涂装:
瑞华特暖气片采用进口喷塑设备,选用高品质、高亮度的暖气片专用塑粉,采用干性静电喷涂工艺,喷涂颗粒细腻、均匀,高温烘烤固化,为保证品质,进行两次喷涂烘烤;虽成本增加,但经过此工艺处理的暖气片,表面光滑细腻,稳定性好,附着力强,耐冲击性好。喷塑后的暖气片表面会泛出瓷质光泽。
(三)、技术参数
瑞华特铜铝复合暖气片选用金属热强度高、耐腐蚀强的优质纯铜管作为水道,选用优质铝材作为散热主体,热辐射比例高,表面光滑,管壁结构细密均匀,耐压性能好,使用的材料符合国家的相关规定。联箱铜管壁厚为0.8mm,铜水道壁厚0.6mm,采用自动钎焊技术,保证焊缝部位不锈蚀、寿命长;外观表面处理采用先进的酸洗磷化技术处理金属基底,再进行静电喷塑,进行两次喷涂烘烤,经过此工艺处理的暖气片,表面光滑细腻,稳定性好,附着力强,耐冲击性好。塑粉采用优质环保节能型塑粉,喷塑后的暖气片表面会泛出瓷质光泽。 暖气片实验压力1.5 MPa,工作压力1.0 MPa。 瑞华特暖气片采用先进的暖气片专用设备,确保产品性能稳定可靠;每组散热器均经过100%1.5MPa的压力试验;生产过程中的检验项目均使用专用设备进行检测。
(四)、品质保证
瑞华特暖气片按照企业标准,对产品出厂前进行严格的质量检验,暖气片焊接完工后及喷涂前处理后分别逐组进行压力试验,试验压力≥1.5MPa,气压试验时,停气稳压2min,暖气片本身不冒气泡,液压试验时,停水稳压2min,暖气片不渗漏。漆膜附着力达到1级,漆膜经国家标准试验台锤敲击后,无裂纹、皱纹及剥落现象,达到国家规定的标准。 瑞华特暖气片的材质,采用为暖气片专门设计和生产的优质铜材、铝材,表面涂层可耐220℃以上的高温,产品经多道工艺技术处理,增加了产品的防腐性能,防腐性能通过有关材料保护研究所的检测和认证,暖气片热工性能和耐压性能通过国家暖气片监督检验中心的检测,产品试验压力1.5MPa,工作压力1.0Mpa。
(五)、散热量
瑞华特暖气片的散热量是根据GB/T13754-1992的规定测得,由国家暖气片监督检验中心热工性能检测。 散热量是在标准工况下进水温度95℃,出水温度70℃,室温18℃,计算温差△T=64.5℃时的测量值。(散热量标准按国标规定允许偏差≤3%范围),暖气片单柱最小散热量符合技术参数表中的规定。
(六)、结构尺寸与形位公差 瑞华特暖气片结构尺寸与形位公差通过国家暖气片监督检验中心的检测,符合企业标准规定,接口中心距±3.0mm,高度±5.0mm,宽度±2.0mm,同侧进出口平面度≤6.0mm,进出口平面与中心线垂直度≤3.0mm。














